

In modern industrial production, from tight cleaning of chip manufacturing to sterile liquid preparation in biopharmaceuticals, from high-purity feedwater for large boilers to environmental experiments for wastewater reuse, high-quality water has become an indispensable lifeline; Industrial RO plant, with its excellent desalination and purification capabilities, has become a key technology for solving the problem of industrial water management!
What is industrial ro system?
Reverse osmosis technology is a membrane separation and filtration capability powered by pressure differences, and its core lies in the selective discrimination mechanism! This technique deceives the characteristics of semi permeable membranes by allowing only water molecules to pass through them under external pressure higher than the osmotic pressure of the solution, while impurities such as dissolved salts, bacteria, and viruses are retained, thereby achieving efficient separation of solutes and solvents;
Industrial ro system can remove over 97% of soluble salts and over 99% of colloids from water, with high purity of particles, organic matter, and produced water. The conductivity can be as low as single digits μ S/cm! This high-efficiency purification capability makes it the preferred equipment in modern pure water and space water (ultrapure water) engineering.

How does industrial RO system work?
Principles of infiltration and reverse osmosis
To understand reverse osmosis, it is necessary to have a clear understanding of the appearance of natural infiltration! In the natural state, when the concentration of the aqueous solution on both sides of the semi permeable membrane is different, water molecules will consciously migrate from the low concentration side to the high concentration side until the concentration on both sides is equal or the applied pressure is equal to the osmotic pressure.
Reverse osmosis is the artificial application of an external force greater than the osmotic pressure, forcing water molecules to move from the high concentration side to the low concentration side, thereby achieving the separation of solutes and solvents! In industrial reverse osmosis settings, raw water is pressurized by a high-pressure pump and sent into the membrane module. Water molecules are driven by pressure to pass through the membrane wall and become purified water, while impurities such as dissolved salts and organic matter are intercepted by the membrane to form concentrated water and discharged!
3 Separation Mechanisms of Reverse Osmosis Membrane
Reverse osmosis membranes are not simply filters, and their separation function is mainly achieved through three mechanisms:
Screening effect:
The pore diameter of the membrane profile is usually between 0.1-1nm , which is larger than water molecules (with a size of about 0.3 nanometers) but smaller than most ions and organic molecules, thus achieving selective discrimination!
Dissolution diffusion mechanism:
Water molecules first dissolve in the membrane material and then diffuse through the membrane under concentration or pressure gradients, while other materials are blocked due to their low solubility in the membrane material;
Charge repulsion effect:
Most reverse osmosis membranes have a negative charge profile and can block negatively charged ions (such as Cl ⁻) through electrostatic repulsion, thereby increasing desalination rate; Schematic diagram of the working principle of industrial reverse osmosis preparation.
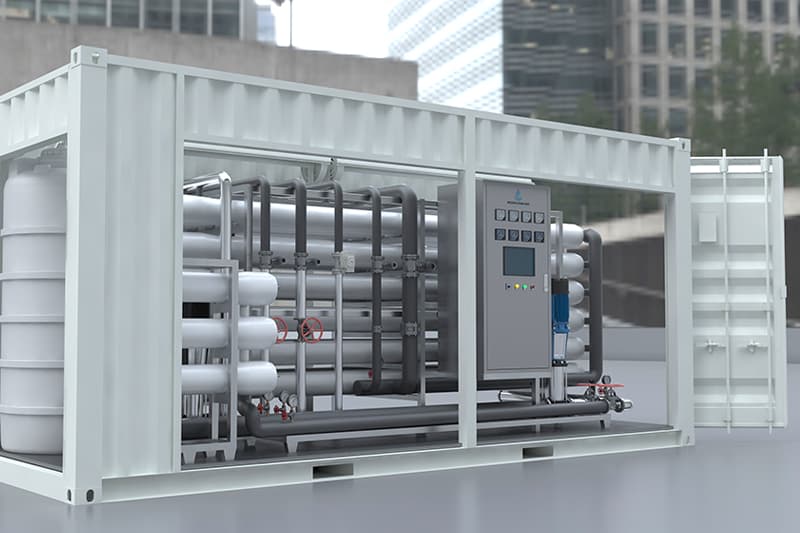
 What are the components industrial ro systems?
What are the components industrial ro systems?
A complete set of industrial reverse osmosis equipment is a closely integrated system engineering that mainly accommodates the collaborative operation of the following key modules:
Preprocessing system
Pre treatment preparation is the first barrier to provide protection for reverse osmosis membranes, with the aim of removing impurities in raw water that can clog, scale, or damage the RO membrane; Main collection:
- Multi media filter: removes suspended solids through multiple layers of filter media such as quartz sand and anthracite with different particle sizes and depths,
- Activated Carbon Filter: Utilizing the abundant functional groups on the surface of activated carbon to chemically adsorb various substances, removing odors, iron, and residual chlorine (natural enemies of RO membranes) from water.
- Softening control: For high hardness water sources, calcium is removed through ion exchange resin to prevent membrane surface scaling.
- Precision Filter : Equipped with a filter element of 5 microns or even finer, it serves as the last line of defense before entering the RO membrane, intercepting tiny particles!
Reverse osmosis device
This is the core part of the organization, mainly gathering:
- High pressure pump: Provides the focal energy required to drive the reverse osmosis process – high pressure (usually requiring 10-70 bar or higher, depending on the salt content of the raw water and the quality of the target produced water)!
- Reverse osmosis membrane assembly: Industrial systems commonly adopt roll type membrane components, which are tightly rolled from key production water pipes and encapsulated in pressure resistant membrane shells. Multiple membrane elements are connected in series or parallel to form a membrane stack!
- Bracket and continuous pipeline: Support and connect various membrane components to ensure the system structure is stationary.
Post processing system
When the reverse osmosis effluent cannot meet the final usage requirements, it is necessary to increase the post-treatment system, mainly collect one or more settings such as anion bed, EDI, etc., and further purify the water quality!
Cleaning preparation
Mainly composed of a cleaning water tank, a cleaning water pump, and a precision filter; When the reverse osmosis system is contaminated and the effluent target cannot meet the requirements, it is necessary to chemically clean the reverse osmosis membrane and restore its performance;
Electrical control system
Used for monitoring and controlling the operation of the entire reverse osmosis system, including instrument panels, various electrical appliances, electrical control cabinets, etc., to achieve automated management;

What are the application of industrial ro system?
Industrial reverse osmosis has a wide range of applications in multiple critical industries due to its efficient desalination and purification capabilities
The electronics and semiconductor industry requires extremely high purity ultrapure water and reverse osmosis as key pretreatment processes for chip cleaning, wafer manufacturing, and other critical issues. The water quality can reach 18M Ω· cm.
Power industry: Provide ultra pure make-up water for high-pressure boilers, prevent scaling of thermal equipment, and ensure stable and static operation of generator sets.
Pharmaceutical and Bioengineering: Used for preparing injection water (WFI) and purified water suitable for pharmacopoeia, ensuring sterile water quality
Food and beverage industry: used for raw material water purification, formula water, bottled water production, etc., can effectively improve product taste, extend shelf life, and ensure food safety;
Wastewater reuse and resource acceptance: After deep treatment and removal of pollutants from industrial wastewater, the produced water can be reused for cooling cycles, green washing, production processes, etc., greatly reducing the consumption of fresh water resources and the outflow of wastewater;
Desalination of seawater and brackish water: For coastal or inland brackish water areas, large-scale industrial reverse osmosis is the mainstream technology for seawater desalination și brackish water desalination, transferring high salinity water to freshwater suitable for livelihood or industrial use;
| Parameter | Specificații | Cost optimization |
|---|---|---|
| Membrane type selection | Using ultra-low pressure membrane or anti fouling membrane | Can save more than 30% electricity and reduce cleaning frequency |
| System design and recycling rate | Reasonably design the number and arrangement of membranes, and control the appropriate recovery rate | Avoid excessive pressure or frequent cleaning, balance investment and operating costs |
| Energy Management | Install a frequency converter on the high-pressure pump | Annual energy savings of over 15% |
| Optimization of drug administration | Accurately control the dosage of scale inhibitors and other additives | Can save more than 20% of medication costs |
| Preprocessing effect | Ensure the quality of the pre treated effluent (low turbidity, low SDI) | Greatly affecting the lifespan and cleaning frequency of RO membranes, it is the key to cost control |
| Intelligent control | Adopting PLC automatic control system, real-time monitoring of parameters | Optimize operation, provide early warning, reduce human errors and malfunctions |
How much do industrial RO systems cost?
The total cost of industrial reverse osmosis (RO) preparation is usually divided into two parts: initial investment cost and long-term operation and maintenance cost; Fine accounting is the key to the successful implementation and efficient operation of the project.
Composition of initial investment capital
The initial entry of industrial RO systems was a significant support, mainly accommodating the following parts:
- Purchase cost: This is the core support, covering pre-treatment systems (such as multi-media filters, activated carbon filters), instrument valves, electrical control systems, etc. The pricing varies greatly depending on the field of expertise, material requirements, and brand selection;
- Installation and commissioning costs: including equipment transportation, pipeline welding, preparation and installation, commissioning, and operator training expenses!
- Auxiliary facilities and civil engineering costs : The cost of supporting projects such as factory or workshop construction, power capacity expansion, etc!
The following table summarizes the approximate initial investment reference range for industrial RO systems in different fields
| Processing area (ton/hour) | Price range (RMB) | Explanation |
|---|---|---|
| 1-5 | $2000 -$4000 | Small standard setting, suitable for laboratories and small workshops |
| 10-20 | $3000 -$9000 | Medium sized system, commonly found in small and medium-sized factories, school drinking water |
| >20 (Large scale customization) | $7000 to $30000 or more | Miscellaneous systems, requiring customized design, such as large industrial parks, chemical wastewater reuse |
Cost analysis of operation and maintenance
The operation and maintenance cost of RO preparation is long-term and continuous, directly influenced by the unit price of water production, mainly accommodating the following items:
Electricity consumption cost: The high-pressure pump is th center of the system; There are cases indicating that the electricity consumption for treating one ton of water is approximately 0.888 to 5 kWh. Chemical cost: including the consumption of scale inhibitors, cleaning agents, and other chemicals. A technical and economic analysis shows that the cost of scale inhibitors (such as FMC) is about 0.173 yuan per ton of water, and the cost of sodium bisulfite (NaHSO3) is about 0.055 yuan per ton of water.
Membrane component replacement cost: RO membranes have a service life (usually 3-5 years, significantly affected by water quality and manipulation), and need to be replaced upon expiration; The cost of consumables such as membrane components and filter cartridges is approximately 0.277 yuan per ton of water.
General consumables replacement cost: Filter cartridges (such as tight filters) and softened resins in the pre-treatment stage also need to be replaced regularly!
Labor and management costs: The costs incurred for daily system operations, record maintenance, and control! A highly automated staffing process can significantly save manpower.
Wastewater treatment cost: The discharged concentrated water needs to be treated, which can generate discharge fees or further management costs; There is a discussion on the accounting of a system with a water production capacity of 10000 tons, and it is found that the operating cost per ton of water is approximately 1.37 yuan; Adopting energy-saving design, reducing electricity consumption, extending the lifespan of consumables, and other long-term operating costs are more advantageous!
Key factors and optimization strategies of cost perception
| Sensory factors/optimization strategies | Detailed explanation | Cost optimization results reference |
|---|---|---|
| Scale and recovery rate | The larger the processing capacity, the lower the unit water treatment cost is usually. Reasonable design and compilation of recycling rates are crucial. | Balance investment and operating costs, prevent excessive pressure or frequent cleaning |
| Raw water quality and pretreatment | The worse the raw water quality (high hardness, higher pretreatment requirements, and higher investment and operating costs), the more important it is to ensure the pretreatment effect is to control the mixing and lifespan of RO membranes; | Greatly sensing the lifespan and cleaning frequency of RO membranes, it is the core of cost control |
| Equipment selection and energy efficiency | Choose energy-saving high-pressure pumps (complying with ≥ 85%), low-energy membrane components (such as reducing operating pressure by 0.2MPa), or equip high-pressure pumps with frequency converters! | It can save more than 30% of electricity, and there are cases showing that it can save more than 15% of energy throughout the year |
| Intelligent control and maintenance | Adopting PLC automatic control system, real-time monitoring parameters, and early warning! | Shrink human errors and malfunctions, extend the lifespan of settings, and reduce maintenance costs |
When Choosing an industrial ro system , we suggest that you:
- Accurate evaluation requires: Clarify the required water production volume, water quality standards, and raw water conditions to prevent setting and selecting too large or too small;
- Pay attention to the full lifecycle cost : Do not only compare equipment quotations, but also comprehensively evaluate the operating electricity, drug, and membrane replacement costs for the next few years;
- Prioritize energy efficiency and intelligence: Choose high-efficiency pumps, energy-saving membranes, and automated control systems. Although they may be slightly expensive, they are usually more cost-effective in the long run;
- Choose a reliable service provider: Ensuring comprehensive technical support and after-sales service is crucial for the long-term stable operation of the system.

How to maintain industrial ro systemt?
To ensure the long-term static operation of the reverse osmosis system, it is necessary to follow scientific maintenance and management standards:
Daily monitoring and recording: Carry out daily water quality testing and record the setting of operating parameters, and promptly resolve any abnormalities found; Regularly inspect and record the primary parameters such as pure water conductivity, pressure at each point, and inlet and outlet water flow rate every day;
Regular cleaning and maintenance: Perform chemical cleaning according to the standard of a 15% increase in pressure difference or a 10% decrease in water production! Regularly setting up high flow and low pH cleaning for reverse osmosis is beneficial for removing dirt attached to the membrane contour and maintaining membrane performance!
Preprocessing system maintenance: Replace the security filter cartridge in a timely manner (usually every 3-6 months)! Activated carbon and other filter materials also need to be replaced or regenerated periodically (usually 10-24 months) to ensure the pre-treatment effect.
Microbial control: Regularly use non oxidizing fungicides to inhibit biofilm formation and avoid membrane biofouling; When the inlet SDI of the reverse osmosis equipment suddenly increases by more than 5.5, low-pressure flushing should be carried out and the SDI value should be adjusted to qualified before starting up;
Regular replacement of consumables: Reverse osmosis membrane components have a certain service life (usually 3-7 years). When the desalination rate drops below 90% or the performance cannot be restored after multiple cleaning, the membrane components should be replaced appropriately!
Industrial reverse osmosis has become a core technology for solving challenges such as industrial high-purity water preparation, wastewater reuse, and seawater desalination through its unique high-pressure driven selective membrane separation principle! Understanding its mission principles – from tight pre-processing support, focus driving force provided by high-pressure pumps, to efficient molecular screening of reverse osmosis membrane groups, and then to intelligent control systems – is crucial for precise equipment selection, efficient operation, and scientific maintenance.
Get The Solution Today!




{kind=link}
{kind=link}
{kind=link}
{kind=link}