

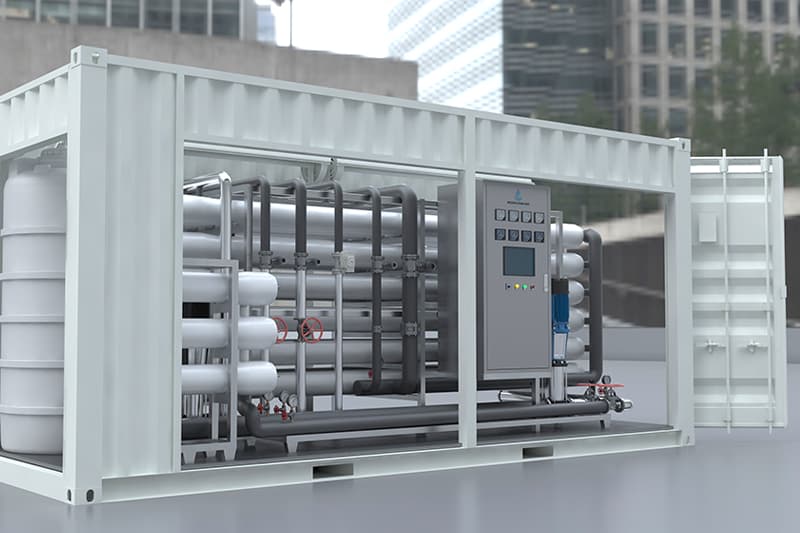
Project introduction
This is a 1000L/H RO water purification plant we custom make for our client . The source water is tap water, which first enters a mechanical filter to remove suspended solids, colloidal particles, and other impurities. It then passes through an activated carbon filter to eliminate organic matter, residual chlorine, color, odor, and other contaminants. Finally, a security filter intercepts large particles exceeding 5μm. Together, these components form a comprehensive pretreatment system. After pretreatment, the water quality meets the feedwater requirements for RO reverse osmosis, ensuring long-term stable operation of the RO equipment.
Following RO reverse osmosis treatment, the water is purified of inorganic salts, organic matter, bacteria, pyrogens, and other impurities. The RO water purification system achieves a desalination rate of 97% to 99%, producing water quality suitable for domestic use.
The RO water purification plan operates manually or automatically. It employs a Siemens PLC controller, water level sensors, and pressure switches to achieve fully automated operation. When set to automatic mode, the entire system provides continuous, uninterrupted water supply with simple operation and reliable safety.
Technical process of RO water purification plant
This ro water purification plant employs a proven multi-stage treatment process designed to transform tap water into high-purity water. The complete process begins with raw water elevation, where water is first pumped through a raw water pump to an automatic multi-media filter. Filled with refined quartz sand, this filter effectively removes suspended solids, silt, and particulate impurities, completing the first stage of physical purification.
Subsequently, the water flows into an automatic activated carbon filter. Here, the powerful adsorption capacity of premium activated carbon systematically removes large-molecule organic compounds, colloids, odors, and residual chlorine—which severely damages RO membranes—completed the deep pretreatment of water quality. After the first two stages, the water passes through a 5μm security filter. This precision filtration barrier traps particles larger than 5μm, providing final protection for subsequent core equipment.
Following pre-treatment, water is pressurized to 0.8-1.5MPa by the RO high-pressure pump and fed into the core component of the RO reverse osmosis system. This system employs four 4040 anti-fouling membrane elements. Under high pressure, water molecules permeate the membrane walls while the majority of impurities—including inorganic salts, organic matter, bacteria, and pyrogens—are retained and discharged as concentrate. The result is purified water with a conductivity ≤10 μS/cm. The purified water is collected in a storage tank equipped with a level control system that automatically starts and stops the entire system based on water level, enabling automated continuous operation.
This integrated process ensures the pretreatment system effectively safeguards the feedwater quality for the RO reverse osmosis unit. This critical step enables long-term stable operation and maintains a high desalination rate (97%-99%).
 (1) Pre-treatment System
(1) Pre-treatment System
Multi-media Filter: Utilizes Φ1-2mm refined quartz sand with an 800mm fill height to effectively remove suspended solids, silt, and particulate impurities.
Activated Carbon Filter: Employs premium water purification activated carbon with an 800mm fill height, specifically designed to eliminate organic compounds, residual chlorine, and color/taste.
Security Filter: 5μm precision PP filter cartridge serving as the final protective barrier for the RO system
(2) RO Reverse Osmosis System
Membrane Module Configuration: 4 x 4040 anti-fouling membrane elements
Operating Pressure: 0.8-1.5MPa (maximum 1.6MPa)
Recovery Rate: 45%-50%
Desalination Mechanism: Selective separation via semi-permeable membrane; water molecules pass through the membrane under pressure while dissolved solids are retained.
(3) PLC Control System
PLC Controller: Siemens S7-200 Series
Human-Machine Interface: 5.7-inch color touchscreen
Sensor Configuration
Pressure Sensor: 4-20mA output, accuracy 0.5%
Level Sensor: Float-type, dual-point control
Conductivity Meter: 0-200μS/cm range, temperature compensated
Flow Sensor: Turbine-type, accuracy ±2%
(4) CIP Cleaning System:
Cleaning Tank: 100L, PE material
Cleaning Pump: Corrosion-resistant centrifugal pump, flow rate 2-4m³/h
Cleaning Filter: 5μm filter cartridge, SS316 housing
Heating Unit: Optional, maximum heating temperature 40°C
| Parameter | Specifications |
|---|---|
| Water Production Capacity | 1000 L/H |
| Produced Water Quality | ≤10 μS/cm |
| System Power | 2.1 kW |
| Operating Power | Pressure 0.2-0.4 MPa, Temperature 5-35°C |
| Desalination Rate | 97%-99% |
Installation and Maintenance of ro water purification plant
System installation must ensure all unit equipment is securely positioned and piping connections are accurate. When initially loading filter media into the multi-media and activated carbon filters, fill the tank with water to one-third capacity first to cushion the impact of the media on the water cap. Both quartz sand and activated carbon should be loaded to a height of 800mm. Before initial operation of the security filter, open the top vent valve to fully purge air. Similarly, before starting the RO high-pressure pump, remove air from the pump chamber to prevent dry running.
Routine maintenance involves regular cleaning and consumable replacement. The multimedia filter should be backwashed 2-3 times weekly, while the activated carbon filter requires weekly backwashing. Replace the PP filter cartridge in the security filter promptly when the inlet/outlet pressure differential reaches ≥0.5 kg/cm². Perform chemical cleaning (CIP) on the RO reverse osmosis membrane every six months. Immediate cleaning is required when any of the following occurs: a 10% decrease in product water flow, a 10% increase in pressure differential, or a 10% drop in salt rejection rate. For extended shutdowns, soak the membrane in a 1% sodium bisulfite solution for protection.
Application of ro water purification plant
1. Laboratory: Analytical labs, chemistry labs, and biology labs in universities, research institutes, and corporate R&D centers.
The system’s purified water meets requirements for final rinsing of labware, routine chemical reagent preparation, buffer solution production, and feedwater for precision instruments like spectroscopic analysis (e.g., AA, ICP-MS), effectively preventing ion impurities from interfering with experimental results.
2. Food and Beverage: Production of bottled drinking purified water, blending water for beverages, ingredient washing, brewing water (beer, spirits), and dairy processing water.
The purified water is free of impurities and off-odors, significantly enhancing product taste and quality. Simultaneously, it removes bacteria and pyrogens, meeting food hygiene and safety standards, serving as a critical step in ensuring product quality.
3. Medical Sterilization and Cleaning: Final rinsing of surgical instruments and glassware in hospital central sterile supply departments (CSSD); equipment cleaning and pre-treatment for purified water preparation in pharmaceutical manufacturing.
Effectively removes bacteria, particulates, and soluble salts from water, preventing surface staining and scale formation on instruments while avoiding pyrogen contamination. Meets the rinsing water requirements of China’s Hospital Sterile Supply Center Standard (WS310).
4. Electronics Industry Cleaning Water: Used in cleaning, etching, and coating processes during semiconductor, printed circuit board (PCB), liquid crystal display (LCD), and solar cell production.
The water’s extremely low ion content effectively prevents defects like short circuits, corrosion, and staining in precision electronic components during cleaning, making it a critical auxiliary production equipment for ensuring yield rates.
5. Boiler Feedwater Pretreatment: Softening and desalination pretreatment for feedwater in steam boilers, hot water boilers, and industrial heat exchange systems.
As pretreatment for ion exchange systems (water softeners, mixed-bed systems), it removes the majority of hardness components (calcium and magnesium ions) and impurities. This significantly reduces the load on subsequent softening and desalination equipment, extends resin lifespan, lowers consumption of regeneration salt and chemicals, fundamentally prevents boiler scaling and corrosion, and ensures safe, efficient, and economical operation of thermal systems.
Benefits of ro water purification plant
- High Automation Level: The ro water purification plant employs a Siemens PLC-based control system integrated with multiple sensing components such as water level sensors and pressure switches, achieving full-process automation from startup/shutdown, flushing, water production to protection.
- Stable Water Quality: A triple-barrier pretreatment system—multi-media filtration + activated carbon adsorption + precision security filtration—ensures feedwater entering the RO membrane consistently meets stringent requirements: SDI ≤ 5 and residual chlorine ≤ 0.1 ppm.
- Low Operating Costs: a.Energy optimization: Utilizes high-efficiency vertical multistage centrifugal pumps from Nanshang Pump Industry, offering high efficiency and low energy consumption; b. High water resource utilization: The system is designed with a recovery rate of 45%-50%, meaning nearly 1 ton of pure water is produced for every 2 tons of raw water consumed. This results in relatively low wastewater discharge, yielding significant savings in today’s era of increasingly expensive water rates.
- Simplified Maintenance: The ro water purification plant employs a modular design with relatively independent functional units (filtration unit, pump assembly, membrane assembly, control unit). Pre-treatment tanks utilize standardized interfaces and universal multi-port valves, allowing filter cartridge replacement without specialized tools. The electrical control system features clear labeling for easy fault diagnosis.
Concluzie
As a water treatment solution, the 1000L/H RO ro water purification plant has demonstrated proven stability and reliability. By thoroughly understanding the system principles, strictly adhering to operating procedures, and implementing a scientific maintenance plan, users can ensure long-term stable operation and consistently obtain high-quality pure water. KYsearo will continue to provide technical support and product services to our customers, jointly advancing the progress and application of water treatment technology.
Obțineți o soluție astăzi!




{kind=link}
{kind=link}
{kind=link}
{kind=link}