

After decades of development, China’s RO plant manufacturing industry has established a complete industrial chain system. Many companies have enhanced product competitiveness by combining imported advanced technologies with independent innovation. These enterprises integrate R&D, production, sales, engineering installation, and after-sales service, with products widely applied in Meerwasserentsalzung, Trinkwasseraufbereitung, industrial water treatment, and wastewater reuse.
China’s RO plant manufacturers have evolved from an initial phase of imitation and learning to one where they can independently develop innovative technologies. Many companies have become primary agents or distributors for internationally renowned brands (e.g., Toray Membrane, Hydranautics, Dow, SK, Huitong Yuanquan) while actively developing their own brands. The industry as a whole exhibits a development trend combining internationalization with localization to meet diverse market demands.

RO Plant Fundamentals: Reverse Osmosis Technology
Reverse Osmosis (RO) is a water treatment technology that utilizes semi-permeable membrane technology to separate impurities from water by applying pressure. The core component of RO equipment is the RO membrane, featuring a pore size of approximately 0.0001 microns—equivalent to one-millionth the diameter of a human hair—effectively removing dissolved salts, colloids, microorganisms, and organic matter from water.
The technological evolution of RO membranes has progressed through multiple stages: from the 1959 development of the first synthetic RO membrane with an asymmetric structure (L-S membrane) by Sorilla and Rob, to the 1979 patent application by Cardot for the interfacial polymerization method to produce RO membranes, which established the standard manufacturing process for modern commercial spiral-wound RO membranes. RO membranes produced via interfacial polymerization comprise three layers: a base layer (nonwoven fabric) + a support layer (polysulfone) + a separation/desalination layer (polyamide).
Based on application scenarios, RO plant falls into three major categories: Residential (50-400 gallons/day), Commercial, and Industrial. Industrial RO systems handle large water volumes with stringent quality requirements, widely used in electronics, pharmaceuticals, and chemical industries.

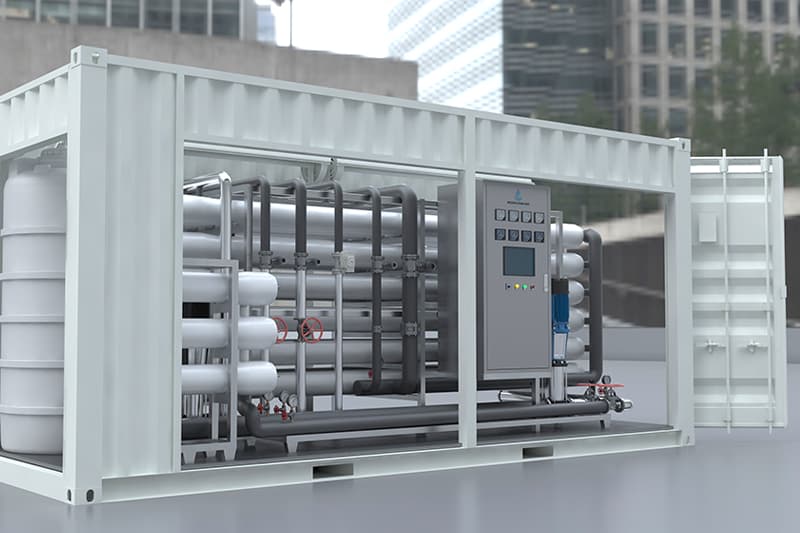
Components and Functions of RO plant
A complete RO system comprises multiple precision components, each serving a specific purpose:
- Vorbehandlungssystem: Includes PP cotton filters and activated carbon filters. PP cotton with pore sizes of 5 microns or 1 micron performs initial filtration, removing particulates like sand, rust, and silt from the source water. Activated carbon filters further adsorb residual contaminants, pesticides, fertilizers, organic compounds like trichloromethane, and other substances missed by the previous stage.
- High-Pressure Pump: Supplies the pressure required for the RO membrane to function properly, typically operating between 70-100 PSI (0.5-0.7 MPa). The high-pressure pump is the heart of the RO system, providing the driving force for the reverse osmosis process.
- RO Membrane Assembly: The core component of the system, categorized by capacity as 50G, 75G, 100G, 200G, 300G, etc. (G denotes gallons per day). RO membranes effectively remove minute impurities, salts, organic compounds, undesirable minerals, heavy metals, viruses, bacteria, and other harmful substances from water.
- Pressure Tank: Stores purified water. Empty tanks maintain 6-8 PSI pressure. Available in 1.5G, 2G, 3.2G, 4G, 11G, 20G capacities. Standard residential units (50G, 75G, 125G, 300G, 400G) typically use 3.2G tanks; larger tanks are reserved for commercial systems.
- Kontrollsystem: Includes high/low-pressure switches and solenoid valves. The high-pressure switch prevents the pump from running at full speed, while the low-pressure switch prevents the pump from running dry.
How does RO plant Work?
The operating principle of RO equipment is based on the physical processes of osmosis and reverse osmosis.
In natural osmosis, water molecules migrate through a semipermeable membrane from the side with lower solute concentration to the side with higher solute concentration until equilibrium is reached. Reverse osmosis, however, applies pressure (0.5 to 15 MPa, varying based on water quality requirements) to the high-solute-concentration side. This forces water molecules to flow in the opposite direction through the semipermeable membrane—from the high-concentration side to the low-concentration side—effectively filtering out dissolved solids and impurities.
The specific workflow can be divided into four stages:
- Feed Water Treatment: Raw water passes through a pretreatment system to remove suspended solids, large particulate impurities, residual chlorine, etc.
- Pressurization Process: A high-pressure pump pressurizes the water to a pressure exceeding osmotic pressure.
- Filtration Separation: Water molecules pass through the RO membrane, while impurities are retained and discharged with the concentrate.
- Product Water Collection: Purified water is collected, while concentrate is discharged through the drainage system.
RO systems exhibit exceptionally high removal efficiency: Total Dissolved Solids (TDS) removal rates reach 95%-99%, bacterial and viral removal exceeds 99%, and heavy metal removal exceeds 95%. In contrast, traditional filtration systems achieve only approximately 40%-60% TDS removal.

The Technology used by the RO Plant Manufacturer
Chinese RO equipment manufacturers employ multiple advanced technologies to enhance product competitiveness:
- Membrane Material Technology: Domestic enterprises have mastered interfacial polymerization technology, enabling production of high-performance polyamide composite membranes. Leading brands like Lanxing Toray TBMC membranes and VONTRON membranes from Woton Technology have secured positions in international markets.
- System Integration Technology: Chinese manufacturers excel at customizing pure water systems, high-purity water systems, and water softening equipment to meet diverse flow rate requirements. For instance, Shanghai Yishuang Environmental Technology Engineering Co., Ltd. offers turnkey solutions encompassing design, manufacturing, installation, and commissioning.
- Intelligent Control Technology: Modern RO equipment incorporates microcomputer control systems enabling intelligent functions like automatic flushing, water production during shortages, and automatic shutdown upon tank fullness. Large non-standard products utilize integrated PLC, touchscreen, and industrial computer controls to enhance operational stability and reliability.
Compact RO Equipment Manufacturers
With technological advancements and diversifying market demands, compact RO equipment manufacturers are gaining prominence:
Qingdao Junfeng Water Treatment Equipment Co., Ltd. specializes in compact pure water systems, filling equipment, and water softeners. Their products feature compact designs ideal for space-constrained environments. Foshan Nanhai Juhe Ultrasonic Equipment Co., Ltd. designs and manufactures compact industrial pure water systems with comprehensive functionality, suitable for laboratories and small industrial settings. Shenzhen Shenquan Technology Co., Ltd. offers compact reverse osmosis pure water systems and deionized water equipment, suitable for electronics, chemical processing, laboratories, and similar applications.
These compact units employ a highly integrated design philosophy, optimizing the combination of pretreatment, reverse osmosis, and post-treatment modules. This approach ensures effective water treatment while significantly reducing the equipment’s footprint.
Advantages for RO Plant Manufacturers
Chinese RO plant manufacturers possess multiple advantages:
- Cost Advantage: Localized production and optimized supply chains enable Chinese RO plant to offer high cost-effectiveness, typically priced 20%-30% lower than international brands for comparable products.
- Customization Capabilities: Chinese manufacturers develop optimal treatment solutions tailored to clients’ water quality conditions and processing requirements, reducing costs and enhancing efficiency. For instance, Suzhou Xiqian Environmental Technology Co., Ltd. produces custom-flow-rate pure water and high-purity water systems per client specifications.
- After-Sales Service: Domestic suppliers typically offer more responsive localized support, including equipment maintenance, cleaning, servicing, and technical training. Shanghai Binrun Environmental Technology Co., Ltd. even pledges “unconditional replacement for products with quality issues.”
- Technological Innovation: Chinese manufacturers continuously integrate advanced international water treatment technologies to develop products tailored to domestic water quality standards. For instance, they have created more adaptable RO membranes and pretreatment systems to address significant regional variations in water quality across China.
Application for RO Plant In difference industries
RO plant finds extensive application across nearly all sectors requiring water purification:
- Electronics Industry: Semiconductor and circuit board production requires ultrapure water. RO plant delivers ultrapure water with TDS below 5 ppm, significantly enhancing product quality.
- Pharmaceutical Industry: Pharmaceutical water and pyrogen-free purified water production demand extremely high water quality. RO plant meets GMP standards.
- Food & Beverage: RO treatment is indispensable for processes like pure water blending in liquor production, pure water addition during beer mashing, and filtration of pure draft beer.
- Power Industry: RO plant serves as critical hardware for softening and desalination of feedwater for thermal power plant boilers and low-pressure boilers.
- Residential Applications: RO systems provide potable purified water for household and commercial water dispensers, direct drinking water systems, and similar uses.
Frequently Asked Questions (FAQ)
1. What is the lifespan of RO plant? RO membranes typically last 2-3 years. Pre-filters (PP cotton and activated carbon cartridges) should be replaced every 3-6 months, depending on local water quality.
2. Why does RO plant produce wastewater? The reverse osmosis process requires expelling concentrated impurities to ensure stable system operation. The wastewater ratio depends on the source water quality and RO membrane performance, typically ranging from 1:1 to 1:3 for purified water to wastewater.
3. How can I tell when the RO membrane needs replacement? When the TDS value of purified water significantly increases or the RO membrane’s removal efficiency decreases, it may be time for replacement. A normal RO membrane should achieve a salt rejection rate between 95% and 99%.
4. Is water treated by RO plant suitable for direct consumption? Yes. RO systems effectively remove harmful substances like bacteria, viruses, and heavy metals, making the filtered water safe for drinking.
5. How to resolve insufficient pure water flow in RO plant? Possible causes include clogged pre-filters or RO membrane, high-pressure pump failure, or insufficient pressure tank pressure. Regular replacement of pre-treatment filters and system pressure checks are key to maintaining flow rates.
With heightened environmental awareness and technological advancements, China’s RO plant manufacturers are experiencing broader market prospects. They not only dominate the domestic market but also export products to over 50 countries including Canada, Thailand, Kenya, and Australia, demonstrating strong international competitiveness.
Get The Solution Today!




{kind=link}
{kind=link}
{kind=link}